

平板的技術要求
本文導讀:





平板的技術要求應符合GB-T 22095-2008平板國家標準的規(guī)定。
1、各種尺寸的平板應有手柄、耳環(huán)或耳孔。
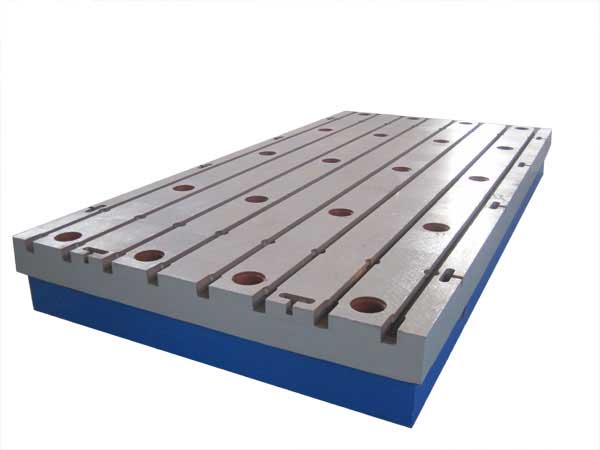
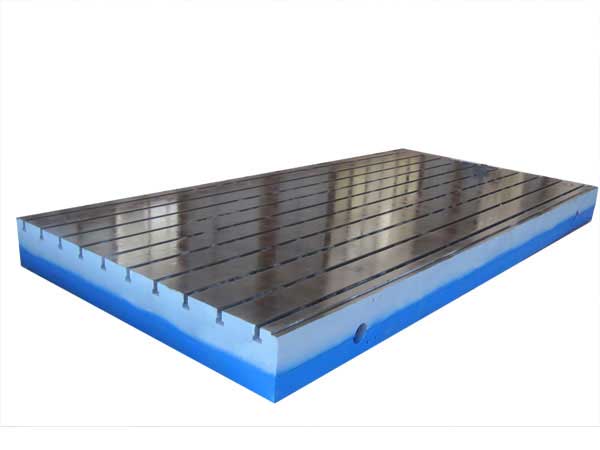
2、為減輕平板的重量,可以制成帶筋的、帶孔的、凹溝和其他形式,但必須保證平板的剛度和穩(wěn)定性。
3、平板應有三個支點。(注:750×1000和1000×1500mm的平板允許有4個支點。在用碶形墊的情況下,負荷應均勻地分布在四點上,此時平板應用水平儀或平尺校正。)
4、劃線用平板的工作面可用淺的縱向和橫向的劃線分成正方形和長方形。
5、平板材料為稠密細粒的鑄鐵。工作面的硬度為布氏硬度HB150-210。
6、平板應經(jīng)過時效處理和去磁。
7、平板的非工作面應清除型砂,并涂油漆。平板的支腳、側(cè)面、手柄和耳環(huán)等應加工清靜,不得有尖銳的筋條,平板工作面不得有刻痕、裂縫、凹陷、砂眼和其他雜質(zhì)。
(注:平板工作面的砂眼,其直徑不大于15mm的允許用相同材料堵塞,但砂眼的數(shù)量及其間的最短距離不應超過標準所規(guī)定范圍。
堵塞砂眼的材料必須和平板的材料相同,被堵塞的砂眼處硬度不應超過周圍平板材料的硬度。此硬度可稍低于砂眼周圍的硬度,但降低值不應超過布氏30個單位。)
8、專用于涂色法的工作的檢驗平板的工作面,應經(jīng)過刮研。其他用途的平板工作面,應經(jīng)刮研、磨或研。劃線平板拋光即可。
磨和拋光平板工作面的加工刀痕方向應是縱向的。
9、檢驗和劃線用的平板的工作面應是精確的平面,平板平面上的最高點與最低點是對稱地位與假定平面兩邊,而平板面上任何一點與假定平面間的距離不應超過國家規(guī)定數(shù)值。
10、用途色法檢驗經(jīng)過刮研的平板工作面的平面度和質(zhì)量時,在每邊為25mm平方范圍內(nèi)的斑點數(shù)應為:
a:1級平板——不少于25;
b:2級平板——不少于20;
c:3級平板——不少于12.
(注:0級平板在以涂色法補充檢查時斑點數(shù)應不少于1級平板的點數(shù)。)
11、經(jīng)刮過的平板,其斑點應均勻分布,在任何兩個正方形(每邊為25mm)范圍內(nèi)的斑點數(shù)目之差不應超過3點。
12、按用戶要求劃線平板的每一三面角(側(cè)面之間和側(cè)面與工作面之間的角)的精度應達到90°±10′。
13、成品由制造廠技術檢查科驗收,制造廠應保證出廠平板均符合本標準規(guī)定,對每塊平板均應附有檢定合格證。
14、平板的驗收和試驗應按國家規(guī)定規(guī)程條例進行。
15、在平板的側(cè)面上必須清晰地標志:
a、檢驗平板上——(a)制造廠商標;
(b)精度等級;
(c)產(chǎn)品編號。
b、劃線平板上——制造廠商標。
1、各種尺寸的平板應有手柄、耳環(huán)或耳孔。
2、為減輕平板的重量,可以制成帶筋的、帶孔的、凹溝和其他形式,但必須保證平板的剛度和穩(wěn)定性。
3、平板應有三個支點。(注:750×1000和1000×1500mm的平板允許有4個支點。在用碶形墊的情況下,負荷應均勻地分布在四點上,此時平板應用水平儀或平尺校正。)
4、劃線用平板的工作面可用淺的縱向和橫向的劃線分成正方形和長方形。
5、平板材料為稠密細粒的鑄鐵。工作面的硬度為布氏硬度HB150-210。
6、平板應經(jīng)過時效處理和去磁。
7、平板的非工作面應清除型砂,并涂油漆。平板的支腳、側(cè)面、手柄和耳環(huán)等應加工清靜,不得有尖銳的筋條,平板工作面不得有刻痕、裂縫、凹陷、砂眼和其他雜質(zhì)。
(注:平板工作面的砂眼,其直徑不大于15mm的允許用相同材料堵塞,但砂眼的數(shù)量及其間的最短距離不應超過標準所規(guī)定范圍。
堵塞砂眼的材料必須和平板的材料相同,被堵塞的砂眼處硬度不應超過周圍平板材料的硬度。此硬度可稍低于砂眼周圍的硬度,但降低值不應超過布氏30個單位。)
8、專用于涂色法的工作的檢驗平板的工作面,應經(jīng)過刮研。其他用途的平板工作面,應經(jīng)刮研、磨或研。劃線平板拋光即可。
磨和拋光平板工作面的加工刀痕方向應是縱向的。
9、檢驗和劃線用的平板的工作面應是精確的平面,平板平面上的最高點與最低點是對稱地位與假定平面兩邊,而平板面上任何一點與假定平面間的距離不應超過國家規(guī)定數(shù)值。
10、用途色法檢驗經(jīng)過刮研的平板工作面的平面度和質(zhì)量時,在每邊為25mm平方范圍內(nèi)的斑點數(shù)應為:
a:1級平板——不少于25;
b:2級平板——不少于20;
c:3級平板——不少于12.
(注:0級平板在以涂色法補充檢查時斑點數(shù)應不少于1級平板的點數(shù)。)
11、經(jīng)刮過的平板,其斑點應均勻分布,在任何兩個正方形(每邊為25mm)范圍內(nèi)的斑點數(shù)目之差不應超過3點。
12、按用戶要求劃線平板的每一三面角(側(cè)面之間和側(cè)面與工作面之間的角)的精度應達到90°±10′。
13、成品由制造廠技術檢查科驗收,制造廠應保證出廠平板均符合本標準規(guī)定,對每塊平板均應附有檢定合格證。
14、平板的驗收和試驗應按國家規(guī)定規(guī)程條例進行。
15、在平板的側(cè)面上必須清晰地標志:
a、檢驗平板上——(a)制造廠商標;
(b)精度等級;
(c)產(chǎn)品編號。
b、劃線平板上——制造廠商標。